C_R_PLC
-
Posts
45 -
Joined
-
Last visited
C_R_PLC's Achievements
Advanced Member (3/4)
1
Reputation
-
Can't connect PC to US5-B10-RA28 via USB or Ethernet Cable.
C_R_PLC replied to C_R_PLC's topic in UniStream: Hardware
So as an update I tested the standard PC -> PLC USB connection on a new US5-B10-RA28 that we're using at an installation and everything connected instantly as expected, so it definitely seems to be something with the PLC itself. May need to just warranty it and accept that it's not something I can fix at this point. -
Can't connect PC to US5-B10-RA28 via USB or Ethernet Cable.
C_R_PLC replied to C_R_PLC's topic in UniStream: Hardware
Sorry, originally I only used USB -> Micro USB for any PLC connections, I got the USB (PC) -> Ethernet purely as an alternative when I couldn't get the USB -> Micro USB method to work in hopes that it was just something with that port on the PLC. I haven't tested the adapter on my PC for internet connectivity, will test that today. https://www.amazon.com/Cable-Matters-Ethernet-Adapter-Supporting/dp/B00BBD7NFU/ref=sr_1_4?keywords=usb+to+ethernet&qid=1575641655&sr=8-4 This is the adapter that I'm using currently. The USB -> Micro USB cable is just the one that comes with most of the Unilogic/Visilogic PLCs. -
Not sure what's causing this but I'm just about out of ideas. On my previous laptop I was able to connect to the PLC via USB after a bit of trial and error, but while testing a program the motherboard on that computer fried and on this new one I've had absolutely no luck so I'm stuck uploading with a flash drive which is not ideal. The PLC itself seems to work perfectly other than this connection issue but I am worried that something about whatever happened to that laptop damaged something the PLC, but it seems unlikely. So far I've tried: 1. Fully turning off the firewall. 2. Allowing the Unitronics Unilogic and Unitronics.Notifier through the firewall. 3. Connecting the USB/ethernet cable at all stages of start-up. For the ethernet cable connection I'm using a USB -> Ethernet adapter, which may influence it in some way but my laptop doesn't have a built-in ethernet port. Running Windows 10, Unilogic is fully updated, and the firmware on the PLC is fully updated.
-
It's mainly just the overall amount of empty space on the Unilogic version, I'm referring more to the functional UI than anything that goes onto the HMI. For a point of comparison below is my screen on the Unilogic progam vs the Visilogic program. Note how many more rungs I can see, how much more information is easily reached without scrolling, etc... Everything is just much more spread out and there's so much blank space that isn't showing anything useful on the Unilogic UI.


-
I've recently been teaching myself Unilogic after using Visilogic for about a year and the thing that sticks out to me the most is that while Unilogic definitely looks more "modern" the UI is absolutely horrible and wastes so much space. To the point where I'm having issues using the program on a single screen compared to Visilogic's much more condensed and less cluttered style. Is there a theme or setting that I'm missing that could lower the entire UI scale or something along those lines?
-
Okay tested it after STOPPED and after a RESET and still no luck. The last thing I can't find is how to full reset it to factory, is that in the same menu set?
-
Okay so I have double checked both the cable and the program itself and I don't believe those are the issues. In INFO mode the COMM port details are: COM1 - RS232 Prtcl: PCOM lgn Brk: N Settings: 9600 ,8,n,1,N Tx/Rx: 00000 00000 Silence: 8.75ms In INFO mode I am not seeing a way to reset the PLC or STOP the PLC, is there something I'm missing with that? I don't actually have an SD card unfortunately to use that function so if that's the only way to do it I'll have to go out and get one.
-
So I have not tried a second cable, although I did double check this cable on another PLC which worked as expected. So I can definitely try a new one. The program does not affect it to my knowledge. I have to test these next 3 things, will report back with my results soon. Tried reinstalling the drivers, checking for updates, all that good stuff. The wire still works on the other PLC I have here so it doesn't seem like it's a PC issue. Will test this and report back, thank you to everyone for the tips. Hopefully one of these is the culprit.
-
After downloading my program onto the PLC I'm working with I had to revise it a few weeks later and went back to download the new version, but now it's giving me a comms error no matter what I try and do to fix it. I've tried every baud rate, multiple ports on my PC, checked jumpers (which from what I can see are correct but always seem to be a point of error for me), and tried a blank program as opposed to the one I want to download. Connection is PC USB -> MJ 10-22-CA25 adapter, all hardware is the same as the initial upload.
-
Thank you very much, definitely very handy tools. I was in the process of trying to wrap my head around the links/jumps sections. This has very much been a good example of the more I learn the more I know I don't know lol
-
Analog input programs
C_R_PLC replied to alagbawale's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
So I can only say from my personal experience but I found that going on YouTube and basically watching a ton of videos helped me the most. I started with the bare basics on relays and worked my way from there. My first bunch of videos were from here... https://www.youtube.com/user/plcprofessor/videos His earliest videos go very much into detail on the basics of relays and then goes up to programming in RSLogix500, which is obviously not Visilogic but the ideas carry over pretty well. You'll want to start with his Basics01-14 series, and then watch his PLC Lecture series from 01-12. Also take lots of notes because he moves at a pretty rapid pace and you'll definitely want to be looking back every now and then. After that you should probably head to the Visilogic YouTube page to get the specifics on how everything you just learned applies to Visilogic, namely their playlist on Visilogic Logic and Application. Found here... https://www.youtube.com/user/UnitronicsWebinars/playlists There are playlists for other more specific things that will definitely help you so I would say go to those for more specific questions. Your biggest tool past the basics however is the help/examples page in your actual Visilogic program, that will go very into detail about how things work and has answers for pretty much any question you can think of that isn't hardware based as long as you take the time to learn it. Past that it's just a ton of trial and error, and learning from every mistake you make. It helps a lot if you have a goal you're trying to accomplish which it sounds like you do but this step of the process took me a few months of like 6-8 hours a day of studying, so be prepared to put some work in. It may not take that long for a sloppy, bare-minimum type approach but I would say that should not be your goal. Hope this helps, -Chris -
I understand, thanks for taking the time to explain it. That whole notion of the compiler not necessarily doing what you expect it to never even crossed my mind. I just had the basic understanding that it read left to right and up to down, but even that's not really the compiler aspect of it.
-
Ahh okay I see, I'll try and avoid doing that until I understand more how it affects the compilation process. But that logic is also much more straightforward than the storing that I was doing in mine so I could see why that is able to be combined as opposed to mine. In that example what is the purpose of SB 1? Wouldn't just a line from the left rail be enough to always have that powered?
-
Ahh okay that's exactly what I meant by behind the curtain, I had no idea about the differences between compiled code and ladder logic. Will definitely fix those wherever I see them. I always feel weird asking for explanatory questions like that because I know it can come off as like disregarding the advice, definitely not how I meant it.
-
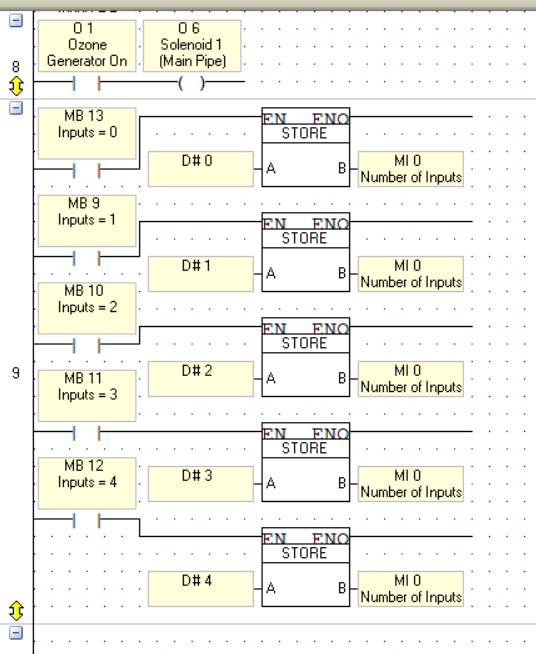
Just as a follow up question would the attached picture count as placing multiple logic threads in a single ladder rung? And if it is what is the harm in something like this? I only ask because to me it looks neat this way but if there is a more behind the curtain reason not to do it then obviously that overrides looking nice lol