

C_R_PLC
-
Posts
45 -
Joined
-
Last visited
Content Type
Profiles
Forums
Gallery
Events
Blogs
Downloads
Articles
Media Demo
Everything posted by C_R_PLC
-
Of all the stupid issues, yup that was it. Everything is working now! Thank you guys so much for the assistance.
-
Okay so as an update, the inputs now seem to be correct (I just took all the jumpers out and redid them, I think J3 was actually the issue cause it wasn't in its default state) but now the linearization is not giving me the numbers that I want it to. The input numbers are within the range and aren't wavering at all, but the output is not what I would expect it to be. Also after the reset the big negative numbers did not go away. Edit - Wait I lied ignore the negative number comment, I realize I didn't actually reset it. Those are now gone but everything else is the same.



-
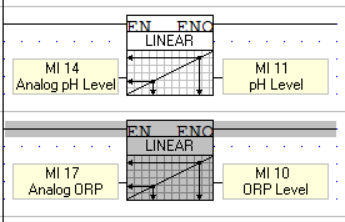
This is it when it is online. The 3 on there is bouncing between 0-4 every cycle, but that isn't a value it should be getting. And the 2 large negative numbers in the unused MI's make no sense to me. I have the Inputs set up as such...


-
Okay, so in my haste to get it set up I seem to have forgotten the 250ohm resistor. If that doesn't cause it to be correct then I will try these suggestions and get back to you guys. We ran them over the weekend as per the instructions on the sensors, so hopefully they should be stable when I test them again. Thanks for all the help though, definitely a little out of my element with these so it's a learning experience.
-
So I'm probably not going to actually help but I know for accounts and passwords I've dealt with in the past it's always a space at the end, you could try that.
-
So I have the inputs and outputs all sorted, but the input coming from the sensor is reading as 1024 for sensor A and 0 for sensor B which doesn't seem to make any sense. The sensor is in a pH buffer of 4, but it also stays at exactly 1024/0, which seems off because it should fluctuate at least slightly. Edit - Added pictures to see if it's something obvious that I'm just missing. I have it set to the 10bit numbers because I'm just using the onboard analog inputs of the V350-35-r34. The wiring is: Sensor ---> Pathfinder Transmitter ---> + (Power Supply) - (PLC Analog Input) GND (GND) http://pathfinderinstruments.com/ph/orp-transmitters/pathfinder-emit-ph/ http://pathfinderinstruments.com/ph/orp-transmitters/pathfinder-emit-orp/ Transmitters in question.


-
You were correct in that it has a transmitter between it and the PLC. https://sensorex.com/docs/instructions/InstrTX100.pdf
-
Okay so I do have a follow-up question. The sensor that I'm using measures ORP and pH, how do I differentiate the two when it's only 1 input?
-
Thank you so much Joe, that all makes sense. I was on the cusp of some of those but that would have taken me quite a bit to get to that conclusion on my own. I'll update this if there's any issues that arise.
-
So after a bunch of trial and error I'm happy to say I've made some good progress on teaching myself how to program decently complex things, but a few things elude me so hopefully the questions I have aren't too obvious. 1. I have 2 sensors that I need to hook up to the PLC and I'm having trouble figuring out exactly what I need to do for it, I've looked up some posts on here about it but none of them seem to apply. It's a 4-20mA analog input that reads pH levels, but I'm not exactly sure what the linearization inputs (X1, Y1, X2, Y2, Y) should be. If there's a guide or example program about that all I need is a point in the right direction. This is the sensor we have - https://www.sensorex.com/docs/specs/SpecsS600Inline.pdf 2. Is there any way to make a timer that counts up? I came up with a convoluted way of doing that using a timer set at max time and subtracting it from that number, but I feel like there's a simpler way to do that I'm missing. 3. For sending an email through a PLC is an SD card required? The example program (Joe Tauser's) that I got from here has inputs for the email text and all of that and it seems to hold all the information I need to put on it so can I not use the SD card in that case? Thanks for the assistance, if there's any other information I can send that would be helpful just let me know.
-
Okay, that makes sense. Yea the $25 shipping was my main hang-up. Thanks for the assistance, I'll call them up and see what I can find out.
-
I'm currently in the process of trying to order the V100-17-ET2 ethernet card but I'm having some issues figuring out the prices and availability of it. The main site that I thought to look was MotionUSA and of all the ones that I've checked (M.A.Selmon, Colterlec, and Radwell being the other main ones), it did have the cheapest price at $86 base with $25 shipping added to it which seems a little ridiculous for what it is. I guess my main question is does this price make sense, and if not is there a better source I should be trying or an alternate card that would work with the V350 that my work uses. Thanks ahead of time, -Chris
-
V350 and Visilogic 9.8.65

-
So I'm currently in the process of adapting an old program to fit our current needs for my work, but after adding things to it it's giving me an error saying there are 18 fonts when only 15 are allowed. I've manually gone through and counted and there are only 3 that I can see, but I'm at a loss as to how to go from here. Is there any quick fix to this or am I going to have to redo the HMI completely?
-
Okay, I was just trying to get a handle on how much of that program I could use for my specific need and what I had to change, its good to know I don't have to tweak that too much. Thanks again.
-
My main confusion right now is when I'm setting up the IP address and all of that for the PLC wouldn't I need to get the information of where the PLC is going to actually be used instead of the information from the production facility? Currently the PLCs are going to be sent out with the product they're attached to and used to control them but also send emails whenever alerts are triggered, would it be easiest to use the HMI and let the people plug in all their info for it instead of whatever workaround I would have to figure out or am I misunderstanding how the whole email thing works? I understand that the emails would be sent through our server but wouldn't all the other information have to come from them?
-
Awesome, hopefully I know enough for this all to click into place. Thank you so much for the help.
-
@Flex727 So I guess I have a few followup questions if that's okay, just so I understand its functionality. The PLC needs to be configured to a non-encrypted email address, but any email address (gmail, hotmail, etc...) can receive it right? The program that you just sent has the HMI set up and all of that, but what I'm looking for would be more for an automatic send when certain triggers are hit, the basis of the program will still work fine I just have to cut out the part that actually does the email sending and add my own information? Would having multiple of these email logics take up too much space on the PLC? From my understand so far I'll need about 3 separate emails. Thanks for the responses.
-
So I just want to preface this all by saying that I am very new to PLC programming and I'm currently trying to self-learn it for work. My current puzzle is that I want to send emails to a select email address when there is an fault in the system that the PLC is connected to, but right now I can't figure out how to send an email at all. I've looked at the help setup for doing this and I've plugged in most of the information that is pertinent but I'm running into two issues, I don't know how to test it and I'm not sure if the IP addresses and all that are correct. I'm currently working on a laptop that is wirelessly connected to the internet and the PLC is connected to power and then directly to the computer. What other connectors do I need in order to enable the PLC to send the emails and is an ethernet card required to do so? Sorry if this is all super basic, it's been very hard to find any kind of information on this and most of the things that I find dealing with the internet/PLC interaction have more to do with changing the program remotely than actually sending emails/information like I'm trying to. Thanks for your time, -Chris








