

msonoya@cosine.com.ph
-
Posts
5 -
Joined
-
Last visited
Content Type
Profiles
Forums
Gallery
Events
Blogs
Downloads
Articles
Media Demo
Posts posted by msonoya@cosine.com.ph
-
-
On 11/29/2018 at 3:33 PM, Joe Tauser said:
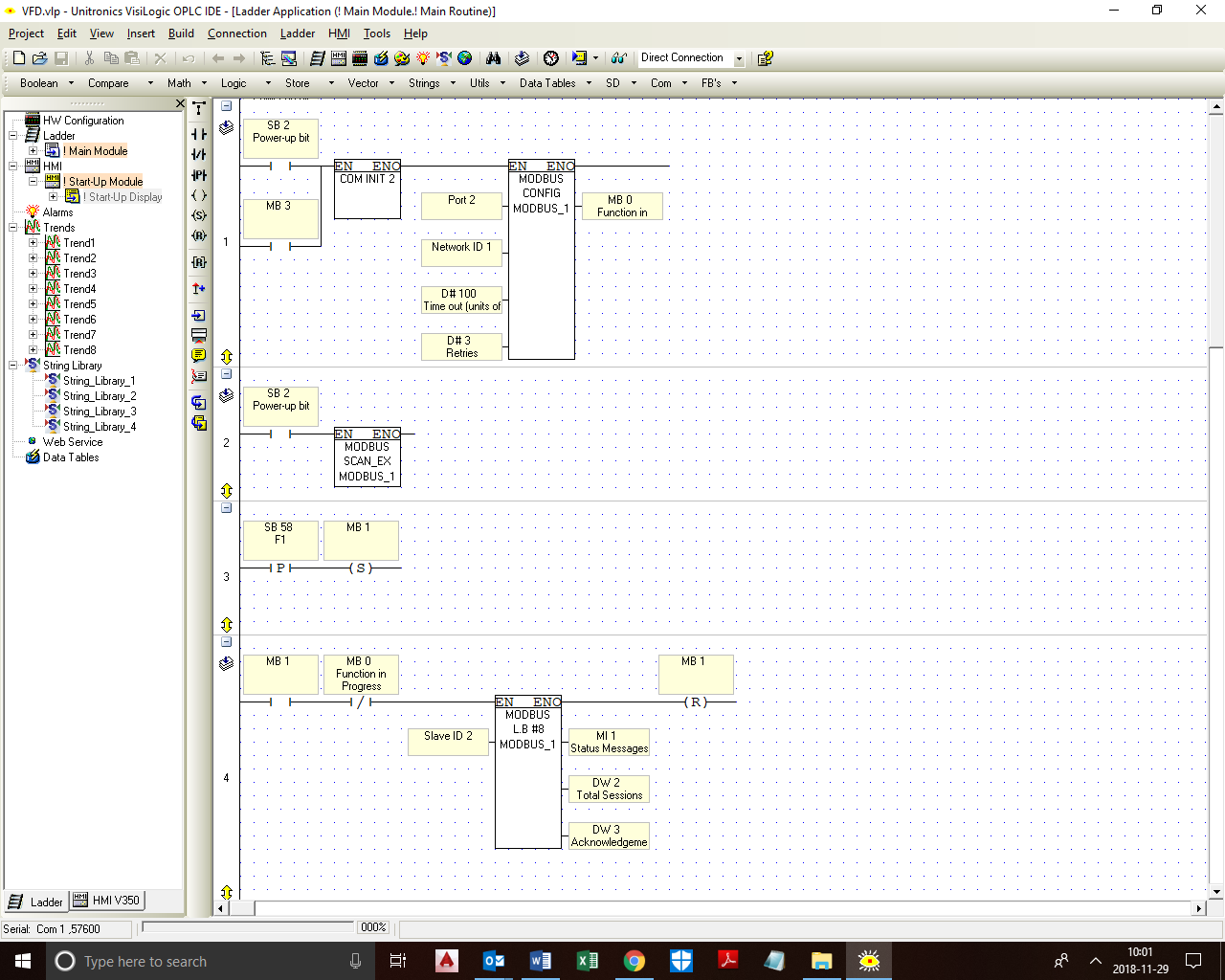
All Vision PLCs work the same way when it comes to Modbus, so the ladder code in the V130 example will work in the V350.
Typically the Modbus master is using the RHR #3 (read holding registers) and PHR #16 (preset holding registers) commands when talking to a slave such as a VFD. The picture of your code uses function #8 Loopback Test, which isn't going to do anything except prove the PLC can talk to itself.
Post your actual PLC program and a link to the Hitachi x200 communication reference containing the Modbus register table.
Joe T.
mr. Joe what can you suggest to do for it to work? thank you for responding
-
-
1 hour ago, Ausman said:
There are a few things wrong here. My understanding is you want the plc to control the Hitachi. So the plc is going to be the Master.
I suggest that you look at Visilogic/Help/Examples/Version 900/ Project examples/Communications/Modbus/V130 Modbus_Master to give you a better idea of how to go about things.
cheers, Aus
3 hours ago, msonoya@cosine.com.ph said:Hello, can anybody help me on how to communicate the v350 PLC to VFD Hitachi X200 via MODBUS?
attached is our program for the vfd in visilogic

please help if you have an idea about this matter. thank you in advance !!
Mr. Ausman, you are right, we want the PLC v350 to be the master, but the problem is we cant communicate the PLC with the Hitachi x200, ived already checked what you asked me to do but the model which you are reffering to is v130, i think its different from v350 right? by the way thank you for responding.
-
Hello, can anybody help me on how to communicate the v350 PLC to VFD Hitachi X200 via MODBUS?
attached is our program for the vfd in visilogic
please help if you have an idea about this matter. thank you in advance !!


v350 PLC to VFD Hitachi X200 via MODBUS Communication
in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Posted
we already did it sir, but it didnt work on our project either
VFD.vlp
x200_series_instruction_manual.pdf