

thecarb
-
Posts
24 -
Joined
-
Last visited
Recent Profile Visitors



thecarb's Achievements
Member (2/4)
0
Reputation
-
Hi all, I have a new project that I use a v700 and two devices. I could make one RS232 connection with one of them in the past. ( http://forum.unitronics.com/topic/5125-rs232-question/ ) Now I want to connect this V700 with two of these devices. So it will send and receive data from these two devices via RS232. Is it possible to do it? I have used Port 1 for the first one. Can Port 1 and Port 2 be used at the same time together?
-
RS232 Question
thecarb replied to thecarb's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
I made something derived from the example "V130_send_strings_in_sequence". I put "SB3 1 sec pulse"s positive transition contact to trigger communication for queries. PLC sends commands and reads answers every 1 second. -
RS232 Question
thecarb replied to thecarb's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Joe, Thank you very much for your great help. -
RS232 Question
thecarb replied to thecarb's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Yes I made it. The problem was the programming USB cable. When it is connected, PLC doesn't send or receive any data from RS232 (COM1). Now it is working. But I have some questions. Will there be a problem if program needs to send ON command while PLC is reading temperature values? As PLC will automatically send ON command according to other system parameters, I don't know what will happen if ON command will be triggered while PLC is reading temperatures from the device. On the other hand, how can I change the ASCII hex to binary? Device sends 4 digit ASCII hex to binary and seperate every bits to 16 different MIs. And also when I tried to add one more send and scan protocol, plc doesn't send and scan the message. It only runs for the first send&scan. Read Status bits Command with checksum and carriage return = $STA3504<cr> Response: $STA,status bits,<crc-16><cr> T -
RS232 Question
thecarb replied to thecarb's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
I made the connection with Terminal program and it worked normally. I have attached a print screen of it. I just needed to add a $ sign before the command, otherwise it doesn't send the right command. I have also send all commands to set it ON and read the other variables. There was no problem. I have created a Vision program file. Could you please take a look at it? To RUN the device, I need to send $ON177CF<cr> command to the device from the PLC. So when we touch to the button on the screen, it should send that command to the device.
-
RS232 Question
thecarb replied to thecarb's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Hi Joe, Actually, COM INIT is connected to a SB2 as a direct contact. As SB2 is active just for 1 cycle, I believe this is right. If you could take a look at the "Protocol Send" image and the examples of the device, could you say am I doing right? -
RS232 Question
thecarb replied to thecarb's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
@DanT, Thanks for your answer, however I have tried different things with examples but couldn't make it right. @All Let me explain the connection first. There is a RJ11 socket on V700 with 6 pins. My device has a DB9 connector but it has just active 3 pins. So I made a connection as attached. V700's DIP switch settings are as factory settings, which is set for RS232. Are these steps right till now? Device's book says that device doesn't send unsolicited messages, it only responds to commands from a host. And as I wasn't sure that I can send commands, I just tried to send ON command so I could see if I could do that when it starts. I couldn't get any results. Here is the initializing of COM1 port. Pls see "init.png" file. Here is the ON command send ladder that I made. Pls see "sendONcommand.png" file. And please see CommandStructures and CommandsON files for the example and explanation of that Command from the Device's book. Could you please let me know where am I doing wrong
-
Hi all, I want to use a V700 and a device which also use RS232 connection protocol. There are some datas that should be read and controlling of ON/OFF status of the device. However, this will be the first time that I will use RS232 communication. How can I program this? For example, there is a command that I need to use below. I need to read those values and seperate the temperatures to different MI's. I believe I succeed to initialise communication port but not really sure. $TEA: Read all temperatures Command with checksum and carriage return = $TEAA4B9<cr> Response: $TEA,T1,T2,T3,T4,<crc-16><cr>
-
Automatic Switcher Issue
thecarb replied to thecarb's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
I just added TankLevelLOW inverted contact to the outputs and solved this problem. @hotwires My question to you is, I will remove that Vector Fill function for normal use, right? And again thank you very much for your help. -
Automatic Switcher Issue
thecarb replied to thecarb's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Thank you very much for your help, Joe Tauser and your great effort "hotwires". It works great in "Automatic Mode", except when all the tanks are empty. If they all are empty, it opens all tank outputs but they should be closed at that situation. I tried to add an inverted contact but didn't help. I'm trying to find a solution for it. -
Automatic Switcher Issue
thecarb replied to thecarb's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Hi Joe, Thanks for your effort. However, when I turn on Automatic Mode, it opens all outputs. Tanks empty/full situations are not applicable. Thanks for your effort. However, -
Automatic Switcher Issue
thecarb replied to thecarb's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Hi Joe, I have uploaded the file to "WeTransfer" folder. Please find it attached. https://we.tl/dspvOgEbT0 Thanks in advance. -
Automatic Switcher Issue
thecarb replied to thecarb's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
hi guys, is there anybody to help me? thanks in advance. -
Automatic Switcher Issue
thecarb replied to thecarb's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Hi Flex727, Please see my answers below. 1) I want anybody to use ManualMode when AutomaticMode is active. If I use a positive transition, somebody can open Manual Mode when Automatic Mode is active. 2) That thread is a part of another logic, I didn't see a problem on placing it in a ladder, but if you say that will cause issues, I can move it to another ladder. 3) This is the same as #1. These inverted contacts restricts switching between automatic/manual mode. 4) If Automatic Mode is active, you cannot use Manual mode. There are also some other threads in different ladders for the other 2 tanks.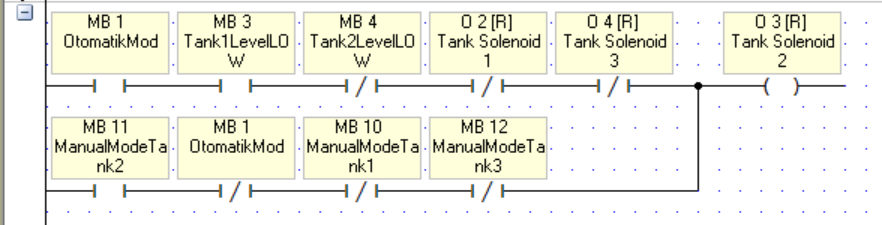

-
Hi all, I'm working on a project, where we use Vision V570 and V200-E1B. I wrote some codes in order to automize the switching of 3 tanks regarding their level. I wrote something like below. Here is the logic; When operator resets the situation of the tank, tank status turns to full, when tanks pressure goes below a certain level, its status goes to "empty" and PLC switches to the other full tanks. The problem is, if I reset first tank's status when second or third tank is working, it switches directly to the first tank, before waiting that active tank to be empty. So this causes some tanks stays unused. How can we fix this? PLC should wait the active tank to be empty and after that it should switch to the other one. Thanks in advance for your help.





