

vasovas
-
Posts
26 -
Joined
-
Last visited
-
Days Won
1
Content Type
Profiles
Forums
Gallery
Events
Blogs
Downloads
Articles
Media Demo
Posts posted by vasovas
-
-
Hi, Guys,
I tried to configure M91-2-R1 like Modbus Slave to communicate with SCADA, but I did not manage. DIP switches and RS232/485 port pinout double checked.
Below is the program first network I used:

Any hints?
D.Vasilev
-
Thank you, Kratmel! Works as intended.
-
Hi,
SM35-J-R20
How can I make a button deactivated after being pressed, for let's say next 15 seconds?
-
Thank you, kratmel, will give a try and revert...
-
Hello,
Visilogic, SM35 -J-R20 PLC
If I want every time I change the value of numeric object by keyboard, memory bit to be energized, what needs to be done?
For other brands is just simple script binded to the numeric object, but how is for Unitronics...?
Thank you!
-
I use M6 bit in SCADA like trigger for some calculation , so I would prefer not to do any changes in the code for the time being.
And besides, sine the same code is running on 9 machines, I have noticed that the issue presents only some of them only.
A first chance, however, I will do Init and Reset, to see the outcome. Thank you, Ausman!
-
Hello, Ausman,
Thank you for your reply.

The button requests password to be entered (hence "legal entry" element link), but how it might be related to the issue?
-
Hi, Guys,
PLC SAMBA SM35 J R20
I have a RESET button on positive transition, that randomly remains ON, like shown on the screenshot attached.
It is a problem, because it reset counters and I get wrong data collected.
Any suggestions?
Regards,

-
CAM, thank you very much for your prompt reply! I tried with the quick set (though it is not recommended indeed), well, I did not manage to make it work, but let me play a bit to see what outcome will get. And yes, you are right, it is not really Unitronics item , I would rather use PM if necessary, once again thank you.
-
This is SCADA project. Data are read from SM35 samba using Modbus TCP driver. All works fine, except that the cables are constant issue - often there are connectivity issues due to the dusty environment. I would like to read the data through WIFI. So the topology is SCADA server - company WIFI - mAP - SM35.
-
Hi, AlexUT,
I used by mistake Strikethrough, my post (question) is valid.
BR.
-
Hi,
did you manage to connect to SM43? i I just have received my mAP and try to solve the same task. Did you setup a brifge or switch to connect to PLC?
D.Vasilev
-
Hello, Ausman, the production is not always 7/7, it might be 5/7, 6/7 or 7/7, it depends. HSC definitely is not necessary, because the counting frequency vary from 15 to 30 Hz. I am not the author of the original program, so I tried to add only what was necessary for SCADA project.
Regarding the set of SI, I used SI 37 and the program works for the time being, I keep on monitoring it in case there is some bug.
-
Hello, Ausman, thank you for your input, In fact, I have never faced such an issue with HSC values. My HSC values never have been lost on the next day.
My task actually is to reset the HSC accumulated on previous day value once only - at the start of the machine next day. As Flex727 has advised, RTC SI and SB2 can be used for this purpose, and I use SI 37 , its value is incremented with 1 and stored to MI, so at the next power up, if it happens on the next day, that accumulated HSC value is reset. It works. Of course, now I have to implement mechanism to correct the MI value depending on what current month is. It needs some work, but as Flex727, nothing difficult. If you have brighter ideas how to do that, please advise. Thanks a lot!
P.S. To reset only once (first startup in the morning), I will use increment flag, so in case the machine has been restarted during the day (which happens couple of times actually), I will check that flag value, if it is different from 0, HSC will not be reset.
-
22 hours ago, Flex727 said:
When SI 35 = 0, it's a new day.
That will work if the machine ( the PLC) is ON at midnight, but if the machine is OFF, and it is started at 5 am?
-
Hi again,
PLC program changed and the part for previous counts accumulation works when the counter is reset. I wonder is there way to reset this accumulation from the previous day on the next day?
-
Hello, Flex727, this is exactly what I am doing actually - rewrite the PLC program...still, I should not have this issue. Concerning the flag, it is reset by script few minutes before midnight.
-
Hello,
I have an issue reading the values of HSC by Ignition SCADA. PLC type: SM35-J-R20.
Shortly, there is a simple logic calculating the total output from the machine, PNP proximity sensor is used to measure the number of the passing products, and it is connected to HSC input of the PLC. SCADA monitors the current and the previous value of the counter, and in case the counter has been reset when the batch is being changed (the previous value is bigger than the current value), the previous value is memorized and it is added to the current counter value, at the same time a tag value is incremented by 1 (this tag is like a flag, a proof that the counter has been reset) . Now, the problem: without reset of the counter, the flag shows increments, and the output is not calculated properly. The most important: 50% of the machines are equipped with SM35-J-R20, and the rest - with Omron CJ1M; the problem never has been faced on Omron machines. The communication protocol used for both type PLC is Modbus TCP. Any ideas what might be the root cause?
-
OK, I found it.
The starting address for MFs is 8000h.
Everything works normally now.
-
Hello, Mr. Tauser,
At first Happy and Prosperous New 2020!
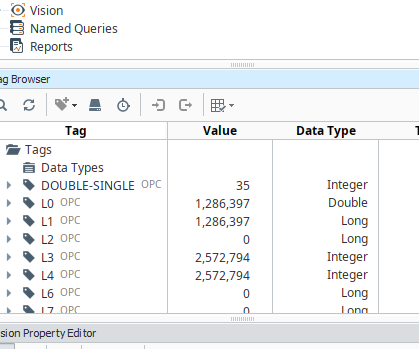
Thank you for your advises, most of the issues solved now. Attached you can find ML tags that I can read now (L1...L6), plus Ignition Modbus Address Map, as requested by you. To get the right readings, I had to reverse the word byte order, as you supposed. Reading MI was piece of cake, so I did not attached anything, except Double-Single Tag, which is visible on the Tag Browser (file Tags).
What still does not work, is MF tags reading - can you please double check the starting address, since I could not find the proper help file?


-
Hi, AlexUT,
thank you, that fixed the problem.
Prosperous and Happy New 2020!
-
Hi,
I want to read ML and MF from SM35 J R20 using Ignition SCADA. I get readings, but not the proper values. To make sure, 2 quick questions:
1. In PLC ladder, do I need HR reading FB, or Modbus SCAN EX is enough?
2. Start address for ML is 5100 and for MF is 7700?
-
Hello,
Visilogic 9.8.80 installed normally without issue with admin rights and registered; however at next start up I got the icon on the image attached, and it freezes. Windows 10 64 bits. Never had such an issue before on W7 or even or W10 on different PC. Any ideas? Thanks!

-
Thank you for your prompt replies, guys!
I will try what Joe Tauser advises.
D.Vasilev







M91 Modbus Slave
in Jazz, M91 PLCs and U90Ladder
Posted
Port Mode must be set by SI64 = 1 (RS485). This is only part missed, the first net that configure M91 like Modbus slave is correct. All works fine.
Might be helpful for someone.