

PaulZ
-
Posts
24 -
Joined
-
Last visited
Content Type
Profiles
Forums
Gallery
Events
Blogs
Downloads
Articles
Media Demo
Everything posted by PaulZ
-
Redundant power supply
PaulZ replied to Flex727's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
The way we have it at work is just with diodes. Basically what they have done is two power supplies, fed from different UPS', with their positive connected to a bridge rectifier (graetz bridge) AC input. Both power supplies are connected to a different AC input. (If 3 PSUs are required, a 3 phase bridge can be used). The load is connected to the positive pin of the rectifier. During commissioning a load is connected (normally just the complete IO cabinet) and one PSU is switched off. Then the output voltage is regulated on the running PSU such that the voltage at the IO cabinet modules itself, is 24.0V. Then the other PSU is switched on, and the first PSU switched off, repeating the process. Once both are done, both are switched on and left on. The "power good" contact is wired in series with the primary MCB aux. contact, so failures can be detected easily. The negative connections of the PSUs are wired in parallel to a common rail.... If a PSU dies, there is 0 voltage interruption. If the output voltages are 100% the same (which can easily be achieved by putting a voltmeter between the positive outputs of both PSUs and then voltage regulated to 0.00V) the PSUs will do proper power sharing too. If the voltages are not 100% the same, the one with the highest voltage will be the "primary" PSU. That is also the way to "force" a primary power supply. All in all a total cost of a few dollars for a 25A (or greater) bridge rectifier, which can be mounted on the panel for cooling... -
Issue with displaying a MI
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Hi Flex, Thanks for the hints. I am editing the ladder at the moment using these hints 🙂 . As I said before, it is a (steep) learning curve, and slowly but surely I am getting there... I see where I went wrong... When I initially put the HMI together I did not have the PLC yet to try things out yet. I see that in the "Link" I indeed used MI 3... I think I assumed that was the value to be displayed. And now I know better, but it never dawned on me to check that config... Thanks again for your time Paul -
Issue with displaying a MI
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
I see that my reply is below yours. I didn't see this answer before. I am happy to find out it isn't just me who is confused.. haha I can live with the solution of using another MI, but it is strange. Now off to getting the trends to work, and then I'm done! Thanks Kratmel! -
Issue with displaying a MI
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
That works... 🙂 But why? What is the "difference"? Is it a bug...? -
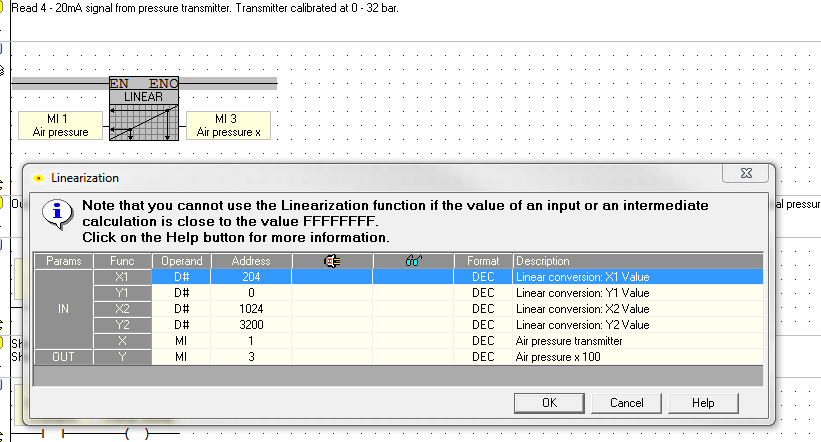
Hello All, I just got a new PLC so I could continue my development of the application. I am getting there slowly but surely, still learning a lot.. There is one issue I cannot fix. The issue is that I use a MI to store the converted value of a 4 - 20mA pressure transmitter, and display this at two different HMI displays. On one HMI display, "Manual", it shows the correct value, while on the other HMI display it consistently shows 0.01. The strange thing is that the bar graph right above the 0.01, which is using the same MI, shows the correct indication... I have tried changing the sizes of the indication, till like 3x required size, removed it, and re-inserted it, but no luck. What am I missing here? I have attached the project files, and some screenshots of the configuration of all the elements. The conversion is done at ladder rung 1 in the main routine, and in online mode I can see that it all works as expected. (As can be proven by the right indications) Thanks in advance for your time... Paul Config: Conversion: Working indication: Working graph bar: NOT working indication: Starting Air Compressor Control Panel - v0.51.vlp Online checks. Correct (working): Not correct (not working):






-
Our main automation system is setup like this. But for my current application, which needs to be independent from that system, I don't want to go that far 🙂 . Luckily this is not applicable. It is just making sure our air compressors remain running. The alarms connected to the air pressure might be missed, in case of blackouts or other emergency situations... So that's why I want to make sure the compressors are running / under control 🙂 .
-
This is effectively what I have done too for now. I picked the 30 seconds to bring down the pulsing of the relay (extend lifetime?) and to allow the PLC to startup good before it gets another reset pulse.. That's the only thing I found in the documentation. 1500ms watchdog, and then the PLC goes to stop mode until the cause of the time out is resolved. (Infinite loop breaking etc) But it is not clear yet what will happen in stop mode with the outputs. When I get my PLC(s) back I will try to force the PLC watchdog timeout to see what happens.. Thanks again.
-
Thanks Flex... At the moment I have a timer relay which is being triggered every 30 seconds, but that means that the relay is energized 2880 times a day... So the lifetime is not that long 😞 (A transistor output would have been fine of course) If the trigger is missing, the power to the PLC is interrupted for about a minute... It works, but it is not what I prefer. If the chance that the PLC crashes is extremely rare, I will just remove that part, and stick to power failure detection only..
-
I am trying to find a way to detect that the PLC OS (application) is not running anymore. If I program micro controllers I just use a watchdog timer system, either internally or externally. But I have no idea how to do this in the PLC world. So my questions are: - What happens to the outputs of the PLC in case the PLC "stops" for whatever reason? Do they remain in the same state as just before the crash, or will they all go to inactive? - What is the normal / standard way to detect this in the PLC world? 🙂 - Does a watchdog reset happen, resetting the PLC, or does that require additional circuitry? Of course power failure is easy to detect by using one output which is always active when running... There is also a chance that I am worrying too much about it all, and it is "not really" needed... Thanks in advance for your time...! Paul
-
Hello, I am not sure if this question is allowed by the moderators, but if not I guess it will not be approved! As you might have read in my other topic I have a SM43-J-R20 which is defective and now in the process of being RMA'd. But to be able to continue I want to order another one. My issue is that I am onboard a ship which only calls into the USA once a week. So if it is not there on Friday, it will not make it for another week... So my question is "simple"... Which distributor has one in stock, and is willing to sell it to me "via email" / paypal / CC via scan or fax. Calling to order is not easy (not impossible)... Thanks a lot! Paul
-
Samba SM43 - 4 - 20mA input issue
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Thanks for looking into the code. This part of the code was written when I had no access to the PLC (since it hadn't arrived yet), and I was just trying things out. My idea was to convert the floats to ints later on. I was not aware of this. This is my first time trying to program a PLC, and it is one big (interesting) learning experience for me. The setpoints had a power up value so I had no issue with that. Unfortunately the PLC seems to have an issue with the display now, which so far couldn't be resolved by reloading OS / re-initializing the memory etc. Hopefully Unitronics support will come with a solution 🙂 Thanks again for your help. -
Samba SM43 - 4 - 20mA input issue
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
The "original" program which was running I deleted, but the program attached is very similar. It is very simple / basic (and messy 🙂 ) but I will rewrite it all soon when I am done learning..! haha I am trying to figure a few things out while waiting to get the (most likely) HW problem to be resolved... I will just start another thread for these questions I think 🙂 Because this is not really about a 4-20mA input issue anymore! compressor test.vlp -
Samba SM43 - 4 - 20mA input issue
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
I try to be as complete as possible, since I am dealing on a daily basis with complaints which say "such and such is not working properly". And then it takes forever to get all the info, like "what did you do? What happened? Was there noise / smoke? etc".... Yes, update went all the way through without any error / warning. Battery is out at the moment. Created a program which uses SB3 to control O0 and I1 to control O1 . (See attached) Works without a problem... I think there is something wrong with the screen for sure. Maybe just a bad solder connection somewhere on the board, so it looks to me like a DOA. 😞 My issue is that I am on a ship, and I am only once a week on a Saturday in a port where I can deal with shipping things back etc. So for me the quickest turn around time for something like this is 2 weeks. But all depending on my supplier. Can easily become 4 - 6 weeks 😞 So I am hoping there is a way to rectify this issue without shipping it back... Thanks for all the help so far.. Dinner time here! simple.vlp -
Samba SM43 - 4 - 20mA input issue
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Just to make sure I give you all the info; There is nothing, besides the power supply, connected to the PLC. The power supply reads 24.19V. -
Samba SM43 - 4 - 20mA input issue
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Nothing changes on the display. When it starts up it is briefly darkish white, and then to full white as in the picture. Empty program. Literally "New" program, selected HW config, and then download. I attached it anyway. Checked all the connections, specifically the flat cable connection to the display, but nothing strange found. Re-inserted the cable too, made sure the latches were properly engaged.. I did read it all.... When I try again it tells me that everything is up-to-date. See pictures below. Before the "upgrade", and during the upgrade. I took the screenshots at the same time... empty.vlp


-
Samba SM43 - 4 - 20mA input issue
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Tried it, no change. I clicked on the 4th tab, and then check, and it started to "upgrade" the OS etc...? But now I think I have an older version. Before it was 4.4 (45) and now it is 4.4 (31) The rest is all the same version. After that again the Initialize & Reset, but still no luck.
-
Samba SM43 - 4 - 20mA input issue
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Blank program downloaded. But what do you mean with "perform Initialize & Reset"? Power cycling? -
Samba SM43 - 4 - 20mA input issue
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
I just done that, but during the editing the HMI decided to go to a full white display... No matter what I do, it remains white. Downloading the program still works, identification of the PLC still works, but just a white display 😞 I will search the forums about this, but maybe I need to ship it back... I only had it since Saturday 😞 .... -
Samba SM43 - 4 - 20mA input issue
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
When I press a button on the display, it needs to stay activated... That's what I mean with a latching button. I read something about using the positive transition contact to set an MB to achieve this, so I am going to give it a try.... -
Samba SM43 - 4 - 20mA input issue
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
@Ausman; I checked the code, and no double usage on the operand. Whatever I did size wise to the trend it didn't solve the issue. Removing it completely, saving the project, and inserting it back again (at exactly the same spot!) with the same settings / parameters made it work.. I'm a bit puzzled, but I am happy it is working 🙂 So now off to my next challenge of the latching buttons... Thanks again for the help... Paul -
Samba SM43 - 4 - 20mA input issue
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
I mentioned the software version to give as much as possible information... 🙂 After removing the trend object on the display the problem disappeared...! The strange thing was that in the online test I could actually see the output of the linearization block was also jumping when the display was selected. Thanks a lot for the quick replies. Really appreciated! 🙂 Now off to getting my "latched" buttons working.. I found a post about this, so I will try to implement that... -
Samba SM43 - 4 - 20mA input issue
PaulZ replied to PaulZ's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Hi Cam, Thanks for that hint. Yes, I forgot the jumpers. Now it looks good on one of my displays. However the same input, same config on another display does funny things. I have made a video of this. https://www.dropbox.com/s/qxhx64ljgs6c1qw/Input behaviour.mp4?dl=0 The scale is 0 - 32 bar, for 4 - 20 mA. As you can see on one display it jumps to -7.92 bar (0 mA) while on the other display it works fine. The current injected is 16.03mA, which is 24 bars. (Correct scaling) What am I running into here? Why is it working fine on one display, and not on another? Thanks a lot in advance. -
Good day all, I recently got a SM43 controller to create a control system for air compressors. The issue I have currently with the input is a bit "strange" to me. I have configured AN0 as a 4 - 20 mA input, and connected a current loop simulator / generator to the unit as per diagrams included with the PLC. Since I am using a 2 wire transmitter / simulator I connected + of the simulator to the +24V and the - of the simulator to the AN0 (pin 9) of the PLC. What I am getting is very erratic jumping between 0 and about 90% on the reading. I tried it with a Druck UPS-II loop calibrator and a Fluke 787 in simulate mode, both with the same result. My loop calibrator keeps on indicating "Loop", which points to an open loop, and my Fluke doesn't show any current flowing. To me it almost looks like the input is set for 0 - 10 V instead, and a protection circuit is kicking in and out... I am using Visilogic 9.8.65 Build 0. The latest "Beta" version my company's IT department doesn't want to install because it is labeled "Beta".... What am I doing wrong...? What is the solution 🙂 ? Thanks Paul
-
Have you looked at the Phoenix contact isolation amplifiers? For instance this one: https://www.phoenixcontact.com/online/portal/us?uri=pxc-oc-itemdetail:pid=2811297&library=usen&pcck=P-13-02-01&tab=1 Over the years I have installed many of them and I cannot recall one failing....










