Arnor
-
Posts
11 -
Joined
-
Last visited
Arnor's Achievements
Member (2/4)
1
Reputation
-
 Hi @Ausman! Yes, I have and no luck, but you are correct on the firmware. I just go with the newest visi version (Old habits), and it wants to upgrade to newer firmware to let me download the program into the vision. I found a vision350 PLC with older firmware and another computer with older Visilogic version. I tried my program and it works! I then upgraded the firmware on the vision and now it behaves same as I mention above. Now the question is, can I roll back on OS? And can I report this bug somewhere to Unitronics? This version was in the PLC and this is the newest: (4.4 to 4.5) Cheers Arnor
Hi @Ausman! Yes, I have and no luck, but you are correct on the firmware. I just go with the newest visi version (Old habits), and it wants to upgrade to newer firmware to let me download the program into the vision. I found a vision350 PLC with older firmware and another computer with older Visilogic version. I tried my program and it works! I then upgraded the firmware on the vision and now it behaves same as I mention above. Now the question is, can I roll back on OS? And can I report this bug somewhere to Unitronics? This version was in the PLC and this is the newest: (4.4 to 4.5) Cheers Arnor

-
Hi all. For a few years, I have been using the HSC frequency measurement on the V350. My program uses the example that was given by Unitronics and I have not altered it much. Suddenly, my programs have stopped working when I download them to a new PLC. The HSC behaves unusual and gives me false readings. My program is to control micro water turbines and it uses HSC to measure the frequency of the generator. I am using a simple frequency converter that gives me pulses into my HSCO port. The pulses are 50Hz and I confirm using a digital meter that the input receives 50Hz. In the hardware setting, I define my input in the HSI(RELOAD) tap that my counter target value is 50 and I enable Reload on startup (See Hardware setup in attachment). Now in the ladder program, I define the "Frequency Measurement based on HSC" function block as shown in the picture. When I run the program on my V350 I receive signal to my input and the actual HSC value is incrementing. I can see the number goes 50 steps for about 1 second so it's counting right (50Hz gives 50 pulses). But my frequency seems to be off from the function block. See this video: https://streamable.com/ovzps I measure about 62.11Hz with the function block. The status message for the Frequency block jumps between 0 and 16. Zero means normal behavior but there's no explanation on what 16 means in the manual. Now if I change the Permissible delta (C-in the function block) to RAW measurement and start it again, this happens: https://streamable.com/tbt24 The counter slows down (lags) and I measure about 10Hz, and that makes no sense. Should I not receive about 50.00Hz? out of the function block? I tried to change PLC, tested on SAMBA and I am experiencing the same thing. What am I missing. The only thing that has changed (I think) is that I updated the Visilogic software and the firmware on the PLC. A test program is at the bottom if you want to see it for your self. Thank you Cheers, Arnor HSC_Test.vlp


-
V700 - Trend disappearing
Arnor replied to Arnor's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
@Saragani FIXED! Thank you very much for this, I tested the file and it works perfectly. See the snapshot, one is with the file, the other is not. What was the bug? running out of memory somewhere? Again, thank you all for your help and Saragani for fixing the problem. Cheers!
-
V700 - Trend disappearing
Arnor replied to Arnor's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
@Saragani Hi sorry for the delay, its finals at my university and I was bit busy. I just sent support email with my program. Thank you very much for this. Cheers. -
V700 - Trend disappearing
Arnor replied to Arnor's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
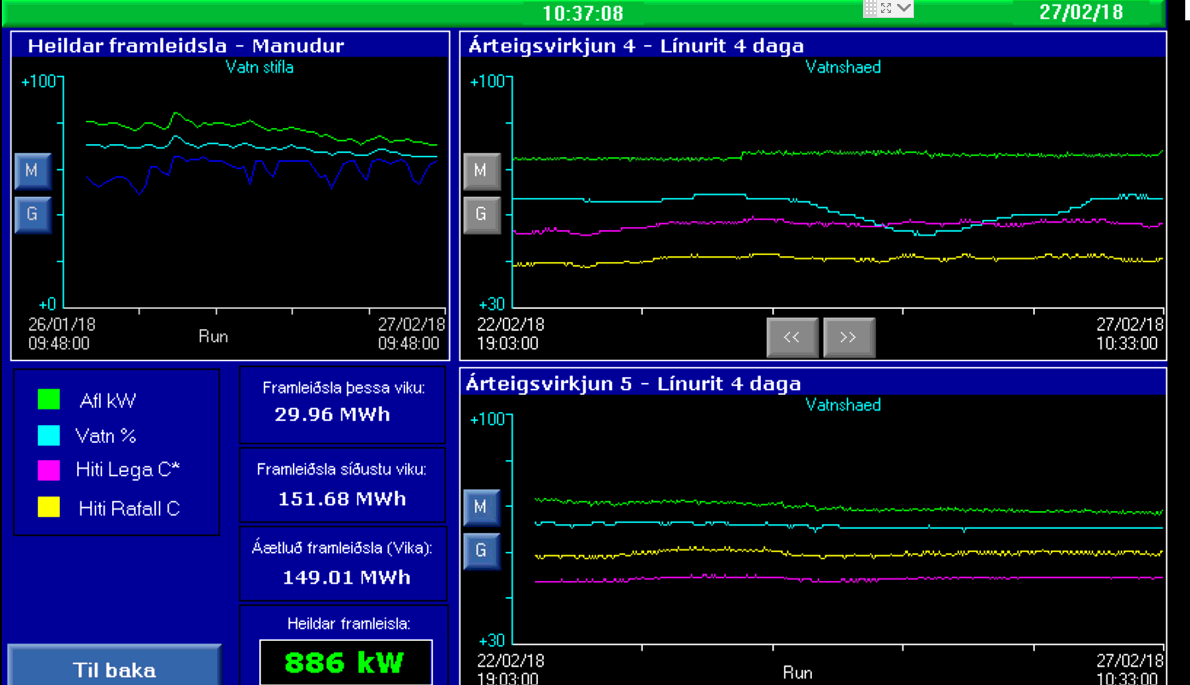
I can give you the program if you want, or remote access. If that helps. I know that if I press the "M" button I can see the rest of the graph. I know that the problem is on multiply computers, even with fresh install of remote operator, the lines disappear exactly same between computers. Using remote on Visilogic does not show this problem. See pictures:

-
V700 - Trend disappearing
Arnor replied to Arnor's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Hi I finally went to the place and checked on the PLC and the remote operator software. It seems to be some kind of bug on the Remote Operator.

-
Arnor changed their profile photo
-
V700 - Trend disappearing
Arnor replied to Arnor's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Hi Flex, Yes this is exactly what happens. I can see the data when I press the "M" button. I am not sure if this is doing something with the memory of the trend, but I am not saving data to the SD card. Hi Michal! I am using Remote Operator but I have not checked if this is also in the PLC display too, will do that next time. But thank you for linking your post. I am going to test the Remote Access program and see if it changes anything. Cheers. Arnor -
V700 - Trend disappearing
Arnor replied to Arnor's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Can you please approve this post dear moderator -
Hi, I have a V700 that has few trends on display. Randomly the trends goes black and the line disappears, and you cant see anything. If I press the "M" button the trend line that disappear is back. Its is very annoying because we need to see the trend and we have to log on to the V700 and press the "M" button to see it. Any idea why this happens? See attachment.


-
Modbus TCP on V700 and V350
Arnor replied to Arnor's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Thank you very much. I separated all the blocks like you said and it started working! Cheers! -
Hi! My name is Arnor and I am from Iceland I am trying to establish connection between two Vision PLC's. I have the master: V700 and V350 as slave. I can use SCADA pc software to connect to the slave and read the data. But I am not able to read data from slave to V700. I added both programs to google drive folder (sorry, the programs was to large, and its a bit mesh): https://drive.google.com/open?id=1yL1h1ZvJomBeoY7v22UvHVeY09T4ooAC I am using also Serial modbus on both sides that works well. The PLC are set up like this: V700: 192.168.1.20 V350: 192.168.1.30 Any idea what I am doing wrong? cheers!