

Marko984
-
Posts
12 -
Joined
-
Last visited
Recent Profile Visitors
521 profile views


Marko984's Achievements
Member (2/4)
0
Reputation
-
Shaft Encoder reload value
Marko984 replied to meire's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Thank you for your reply Joe. Yes, one piece at the time, then repeats steps set number of times(number of metal blinds in XL table), for the sake of argument let's say that number is 20. And metal sheet is coming from left to right. So if I cut whit tool3 and set 0 after that, it would work. But it would leave all of that metal sheet in, from rollers to tool3 unusable, and rollers can not go backward to set it back to some 0 point. They would have a lot of discarded material. Table is provided by customer (Holes.xlsx table, attached below picture in previous post), because the make custom blinds on that machine, and its now calculated in plc as part of subroutine. Subroutine is not always active, so it does not calculate all of the values each program cicle. Instead its called with a button to calculate when machine is on standby, and then stores values. I would attach pictures but I am out of MB-s. I do have to add difference between 0 and tools (yes they are fixed position), but then I still have same problem, unusable metal sheet as soon as i reset the encoder value. I don't think I can recalculate all the values, for each hole, for multiple pieces of blinds.. simple multiplication would not work and program would be endless. Aside of connecting 1 encoder to all 3 HSC input and assigning 3 different MI, I have 0 idea, and I'm at it today for 10-12 hours. I was hoping that there is some other way in program. Best Regards; Marko -
Shaft Encoder reload value
Marko984 replied to meire's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Ok, I will try to explain the best I can. PLC V430-J-R34, Encoder and picture of the machine is in the files. Basicly machine is making metal blinds. Rollers pull and form metal sheet, up to the tools. Metal blind has multiple holes punched by tools. Tool number 2 always punches first and the last hole, while toll number 1 punches a set of holes in between. Toll number 3 cuts it to desire length. Motor stops every time toll has to activate. Exact positions when tools should activate is calculated and stored in different MI's (table is also in files, but in croatian, Its translated partaly) Setup has only one encoder. And no other sensors I can use as a position for metal sheet. So my idea was to use 3 different independent MI for 3 different tools. Now here is the funny part. I don't know max rpm (they told me its slow -_-), or scaling. I haven't even seen the machine, or PLC. I still don't know distance between tools. I will have to go there and calculate all that, il be there in 2 days. Precision has to be exact in mm so I can loop the program preset number of times to make same metal blinds. As for my code, for one its incomplete, 2 all of explanations and notes on it are in croatian, and I would have to convert all that into english and mail it to you cozz its more than I can post on forum atm. And as a side note, im doing this for free so I could get more jobs and learn faster. But that does not mean that I don't wanna do it right. Thank you, again, Joe. And sorry for my english and lack of info. Best Regards Marko Holes.xlsx

-
Shaft Encoder reload value
Marko984 replied to meire's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Basicly something like this? One encoder to multiple MI that I can manipulate independent of one another. Would this work in a same or similar way to normal configuration of encoder?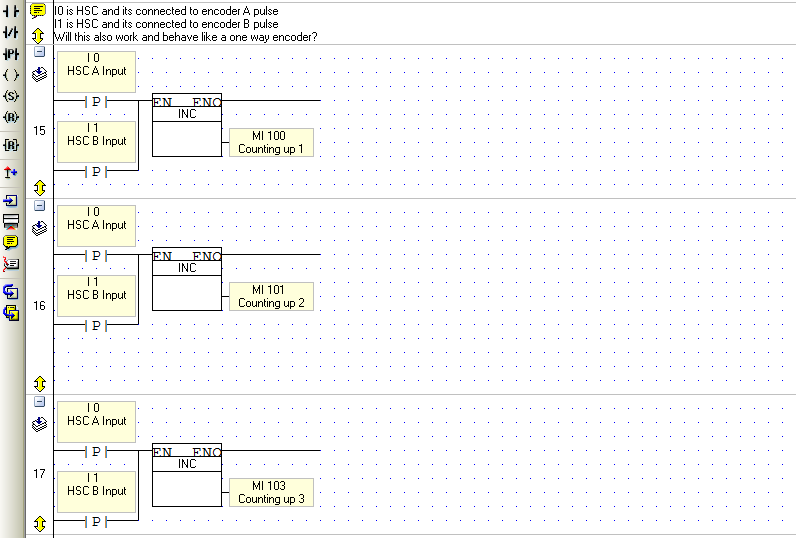
-
Shaft Encoder reload value
Marko984 replied to meire's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Hi. This is a bit similar to my project. My question is: Can you assign multiple MI to one encoder input (0,1), or do I have to connect one encoder to multiple inputs parallel? ( might cause glitches in counting because B is connected to interrupts?) Or do I have to try it manually whit positive edges of HS Inputs 0 and 1 connected INC increment function? I'm asking because I have 1 encoder, and I have to use its measurement for distance, but I have to use it on 3 different tools, so 3 different MI that need to count the distance separately, and be reset separately (but still take input from one encoder) Did this make any sense to you? Sorry my command of English is not the best. Marko -
Cam, I am working whit stable 24VDC supply, but that is good to know, tnx Found the problem, wire from 0 V was damaged in cable (15m), had to replace the encoder. I will find a different use you that encoder. Thank you very much for your responses. Its nice to know I can count on this community and on Joe T. who is always responding to my newbie troubles. Best regards; Marko
-
Thank you for fast replay, here is data Encoder RSI 503 Part no 515415-05 Ser. no. 22978714 Supply: 9..30Vdc Output: 100 pprHTL Marko

-
Hello; Im using V430-J-R34 and Encoder RSI 503 Leine Linde, and im doing something wrong. Both encoder and PLC have power, In configuration I have set HSC0 to (A,B) Shaft Encoder X2 and link it to MI1. Encoder is connected yellow (S00) to I0(A) and green(S90) to I1(B) Numeric Variable on HMI is linked to MI1 And nothing.. its not counting up or down, value is 0 all the time. I'm missing something but I don't know what, oh and PLC is configured to PNP (by default). Please help Tnx in advance Marko

-
Rounding up decimal numbers
Marko984 replied to Marko984's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Thank you for your response. Sgull, you are right. I am using MI whole numbers. And all for decimals are result of simple divide. Joe T., Simplest example that I have is ( A - 14.1 ) / 7.2. . A is MI input from user. Result is number of pieces machine needs to make (also MI). If result is for example between 3.5 and 4.4, result should be corrected to 4 pieces. Different example is ( A - 40 ) / 3 + B ; A is MI input from user, B is result from previous math (also MI), result is place where tool should pierce the material. This will be compared whit input from encoder. Needs to be precise to about 1/10 mm. I don't know should I even try to round it up. Best Regards: Marko -
Hi This is my second project, and I have a question. I'm using V430-J-34 (provided by user...) Whats the best way to round up or round down decimal numbers to whole numbers? Currently I'm using simple linealization to convert result of some math to some normal number. Problem is there is whole excel table of math to do, that I am currently working on to be in plc example: Fx=IF(AND(C6>=130;C6<220);C6-20;IF(AND(C6>=220;C6<310);(C6-40)/3+G6;IF(AND(C6>=310;C6<400);(C6-40)/4+G6;IF(AND(C6>=400;C6<490);(C6-40)/5+G6;IF(AND(C6>=490;C6<=600);(C6-40)/6+G6;))))) C6 is input user makes (before in excel table, now it will be on display); G6 is just some result from previous math So for every "IF" I write conditions, then math formula. Then linearization. Then I can use that for information to compare whit encoder input to stop the motor and do some action (drill, cut, pierce...) And I still have not connected and configured encoder, but that will be question for another post if I don't figure it out.. Sorry for any mistakes, English is not my main. Best regards; Marko
-
Thank you for replying. The project is complete. Problem was in jumpers. And also tnx for all the other tips, without them I would not set it up properly. I have learned a lot. Thank you again. Until next time. Marko
-
Thank you guys for responding. To be honest I didn't know i need to use Linearization block. I have read the instruction and this is what I got so far. Linearization http://t40i.imgup.net/Linearizat292a.png Im trying simple 0-100% Tank graph set up http://z27i.imgup.net/graphsetupfd81.png Parameters are same like Y in Linearization Wire set up http://w53i.imgup.net/Wiresetup8f60.jpg Its a bit hard to see, brown 24VDC, blue 0VDC, black analog com, red analog input, connected to current transmitter. Jumper set up for Analog input http://q75i.imgup.net/Jumpersetu20d2.jpg I have some response from 0-13 mA up to about 50%, then after that I have no response at all. I have no trouble with digital inputs or outputs. Tnx in advance Marko Edit: I don't know why images are broken, I can open them in new tab, I have put a link under them. tnx Marko
-
Hi Im totally new at this (this is my first project) Im using V500 whit snap in module V200-18-E5B, and in trying to configure analog input for levels. Input is 4-20mA. As I understand this, I need to connect (com) to power (-), power(+) to device(+), device(-) to AN0. I also have current transmitter so I can simulate input. I have picture of what I have set up so far. But still I have no visible reaction on display. Sorry, english is not my main. Tnx in advance Marko








