

Flex727
-
Posts
3,257 -
Joined
-
Last visited
-
Days Won
236
Content Type
Profiles
Forums
Gallery
Events
Blogs
Downloads
Articles
Media Demo
Everything posted by Flex727
-
This sounds like you misunderstand how the SD card password works. It's not part of the SD card - it's in the program you want backed up BEFORE it's downloaded to the PLC. If you have the .vlp files then you will be able to do the backups by adding the Set SD Password FB to each program and re-downloading to the PLCs. If not, then you won't be able to do the backup. My best suggestion for learning is to watch the Unitronics training webinars and reviewing the example programs that came with your VisiLogic installation. After that, practice, starting with simple projects.
-
I’ll try again: 2ABA7BDC-6590-41CF-B52E-5E479EEBEEC9.MOV
-
Is the video visible to anyone else? It shows up on my phone, but not my desktop.
-
I was watching a dopey TV series on Netflix and what should my eyes behold? Our very own Unitronics V570 controlling a coffee roasting machine. This appears to be a real place - Dark Matter in Chicago. Any forum members in Chicago that can verify?
-

error Error 207
Flex727 replied to chay's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Good luck! Also note that there are example projects that came with your VisiLogic Installation, located in the help menu. -
error Error 207
Flex727 replied to chay's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
@Cara Bereck Levy, has there been a response to the request that this be changed? -
error Error 207
Flex727 replied to chay's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
That would be a bad assumption. The Communication selection of the Connection dropdown is communication WITH THE PLC. You are getting that error because you have no PLC connected to VisiLogic. There is no simulation software for Unitronics PLCs. Their philosophy is that their software is free and their PLCs are inexpensive enough that you can download their free software and purchase a PLC for less that you would spend on other manufacturer's software alone. You should be able to find a Unitronics Samba PLC for $300 or less and it programs the same way as all the Unitronics Vision PLCs using VisiLogic. I think you'll find VisiLogic to be a joy to work with. It's intuitive and powerful. Pony up for a PLC and have some fun. -
We're going to hold you to that!
-
error Error 207
Flex727 replied to chay's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
One of the nice things about Unitronics PLCs is there are several ways to communicate with them from your computer. Tell us exactly what method you are using, what type of cable, what version of Windows you are using, etc, and someone will help you troubleshoot. One other thing, mind if I ask why you would attempt to use the BETA version of the software, rather than the released version, if you are new to the software? -
It's a hand that's lost its thumb because it didn't have a Unitronics control system for some dangerous equipment?
-
Then Ausman's suggestion should work just fine.
-
And SB 2 should be a contact, not a coil.
-
Well, first of all, SB 58 should be a Positive Transition contact, not a direct contact.
-
Just use the Data Tables Find Row function block. It sounds like it will do exactly what you want.
-
Moved to the correct forum.
-
Did you create a Fonts and Images file from the PLC and then select it to be used?
-
Reading Modbus Registers From a Non Unitronics Controller
Flex727 replied to Lacey's topic in Best Programming Practices
Unitronics MODBUS communications are very forgiving in my experience. If the registers are non-consecutive, but not too far apart it's probably easier to read the entire vector that encompasses the data you want and then select what you need via ladder (as Ausman suggests above). If the registers are too spread out (total vector >120 registers) then you can certainly do consecutive reads. If there are a large number of them, then set up timers to read them individually, but if you just need a small number read, they can be read in the same cycle. The example below shows both a read and write in the same PLC cycle (using MODBUS TCP/IP). The second one just waits until the first one is complete (due to MB 20). If you're not sure, just try it - you won't break anything.
-
Informazioni programmazione
Flex727 replied to Lorenzo's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
This is Google's Italian translation which is not clear. Perhaps this is the question: Is VisiLogic used to program the V130-J-T38 PLC. The answer to that is YES. -
Visilogic timer project
Flex727 replied to Roho's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
Thank you @Cara Bereck Levy! -
Visilogic timer project
Flex727 replied to Roho's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
A little bit of advice - if you hit an impasse, just try different things - you won't break the PLC. Make your best guess, implement, then go online with the PLC and see what is happening. If that doesn't work, make an adjustment and watch what happens. You'll home in on the solution eventually. No one always knows how to solve a logic problem on the first go. -
Visilogic timer project
Flex727 replied to Roho's topic in Vision & Samba PLC + HMI Controllers & VisiLogic Software
No time right now to analyze your logic, but I'll quickly show you how I do #1: Also, you need to change the timer display to Preset and adjust the Format: If your Total Test Time will exceed 24 hours, you'll need to do a bit of math to separate out and display the number of days.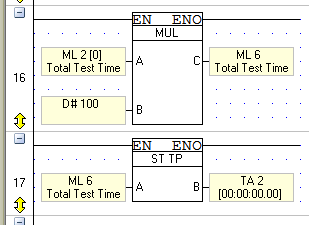

-
Also, if you want to get rid of that compile warning about SB 168, SET the Power-Up value on the operand itself instead of using SB 2 in ladder.

-
Go to "Working Mode".
-
I loaded up your two latest programs into two PLCs I have here in my office and it seemed to work perfectly. I would suggest, however, that you add an inverted contact of SB 150 in series with the other contacts in your Master Connect ladder rung (rung 6).





